



| 材質(zhì) | 金剛石 |
|---|---|
| 產(chǎn)地 | 河南鄭州 |
| 規(guī)格 | 100*2.5*16 |
| 類(lèi)型 | 外圓磨砂輪 |
| 適用范圍 | 硬質(zhì)合金 |
| 外徑 | 100-400mm |
| 用途 | 玻璃鋸片 |
| 品牌 | 科美 |
| 型號(hào) | 180/230 |
| 加工定制 | 是 |
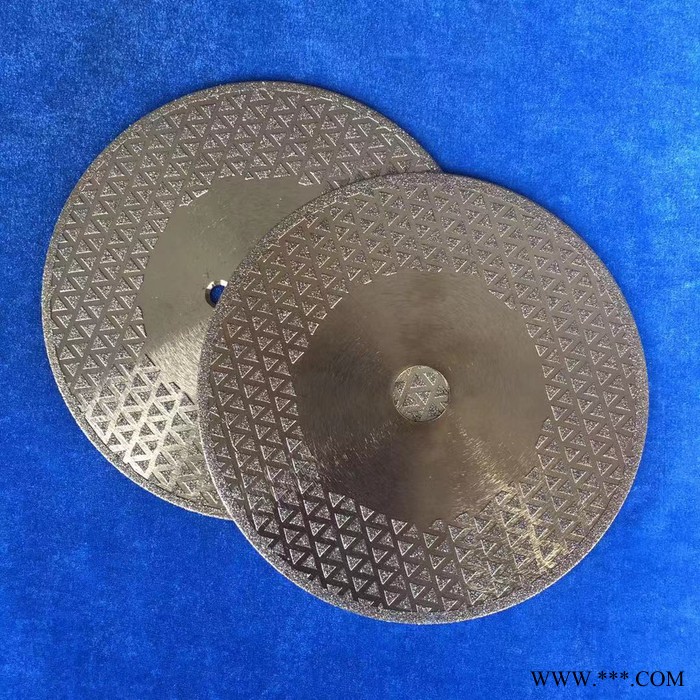
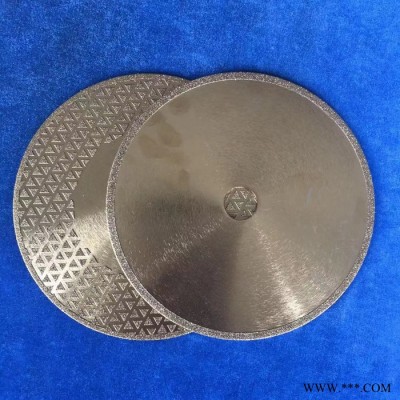
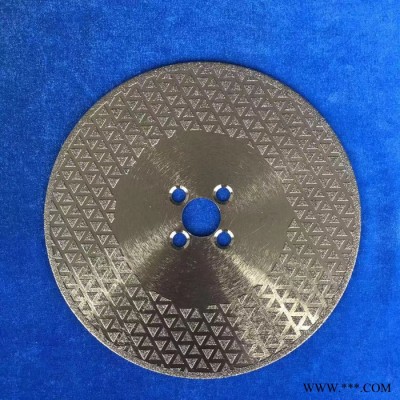
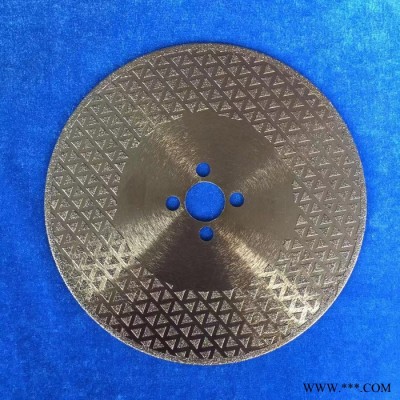
科美180/230 電鍍金剛石磨盤(pán) 滿(mǎn)天星電鍍切割片 電鍍SDC切割片電鍍磨盤(pán) 細(xì)粒度磨盤(pán)供應(yīng)13283803553
超硬磨料砂輪的整形法
陶瓷結(jié)合劑CBN(結(jié)合劑疏松型)砂輪一般可用單顆粒金剛石或滾輪進(jìn)行修整,比較
容易實(shí)現(xiàn)。這里介紹幾種結(jié)合劑密實(shí)型的超硬磨料砂輪的整形方法。
(1)金剛石筆整形法用于修整樹(shù)脂結(jié)合劑超硬磨料砂輪,修整時(shí)砂輪應(yīng)低速旋轉(zhuǎn),
否則修整效果不好,且金剛石筆很快磨損,用這種方法修整的砂輪表面較光滑,磨削性能差,形狀及尺寸精度較低。故該方法只在沒(méi)有其他修整條件下使用。
(2)滾壓整形法所用的整形砂輪為綠碳化硅或白剛玉陶瓷結(jié)合劑砂輪,其粒度應(yīng)
根據(jù)超硬磨料砂輪的粒度選擇。若超硬磨料砂輪粒度細(xì),則應(yīng)選用較細(xì)粒度的修整輪。
滾壓修整法的修整機(jī)制與金剛石筆修整工具的修整機(jī)制不同。滾壓修整法主要靠壓力
使磨粒破碎與脫落,而金剛石筆修整工具主要靠剪切力。由于滾壓整形時(shí)需較大的滾壓
力,因此磨床的剛性要好,否則修整出的砂輪廓形精度較低。為了提高滾壓修整方法的
修整效果,可采用制動(dòng)修整裝置。當(dāng)整形砂輪以一定壓力擠壓CBN
砂輪時(shí),整形砂輪則隨CBN砂輪一起轉(zhuǎn)動(dòng)。另外,整形砂輪同時(shí)作往復(fù)移動(dòng),以一定的滾壓力進(jìn)行修整。在整形砂輪上安裝制動(dòng)器的目的是使整形砂輪與CBN砂輪間產(chǎn)生一定
的相對(duì)速度。為制動(dòng)裝置示意圖,制動(dòng)塊因受離心力作用壓向制動(dòng)環(huán),依靠
摩擦作用降低整形砂輪速度。整形砂輪與CBN的相對(duì)速度越大,整形效率越高。
白剛玉的硬度略高于棕剛玉,但韌性稍微差點(diǎn),磨削時(shí)易切入工件,自銳性較好,發(fā)熱量較小,磨削能力強(qiáng),效率高,價(jià)格成本比棕剛玉高。
適合磨硬度較高的鋼材,如高速鋼、高碳鋼、淬火鋼、合金鋼等。
按拋光加工類(lèi)型又可分為手工拋光、砂帶拋光和自動(dòng)拋光。自動(dòng)拋光包括工件的自
動(dòng)傳送、夾緊,拋光輪自動(dòng)定位,自動(dòng)噴劑,拋光及自動(dòng)卸料等一整套完善的系統(tǒng)裝置。每小時(shí)加工量在1000件以上時(shí),一般宜采用自動(dòng)拋光。




